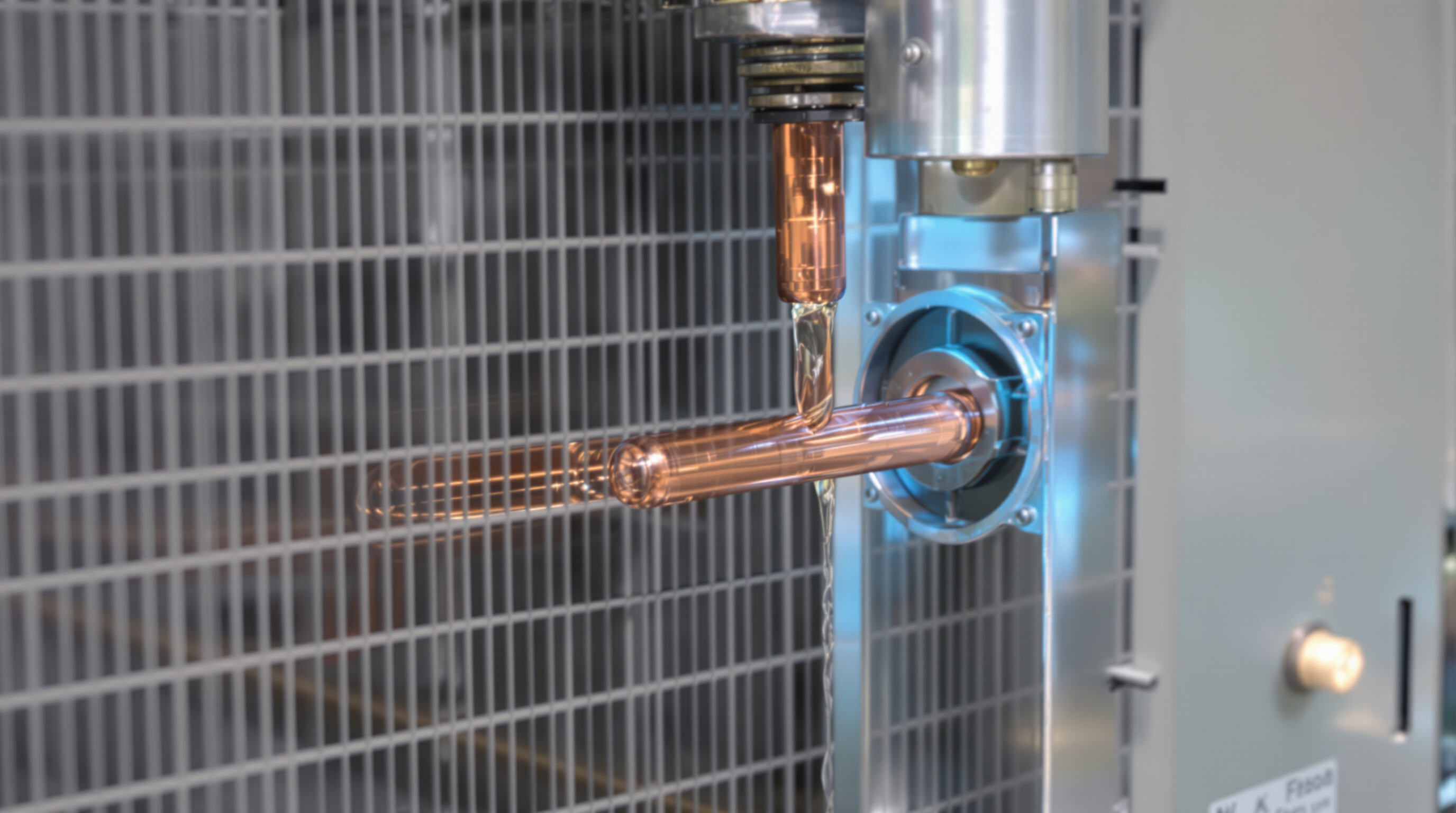
Los tubos capilares controlan la cantidad de refrigerante que fluye a través del sistema debido a su pequeño diámetro interior, generalmente entre medio milímetro y dos milímetros. Cuando el refrigerante caliente y presurizado sale del condensador e ingresa a estos pequeños tubos, se genera una gran fricción que reduce la presión aproximadamente un 85%, según investigaciones de Ponemon en 2023. La repentina caída de presión hace que el refrigerante se expanda rápidamente, enfriándose en el proceso hasta convertirse en esta mezcla fría de líquido y vapor justo antes de llegar a la serpentina del evaporador donde ocurre la mayor parte del enfriamiento.
Los tubos capilares se utilizan en aproximadamente el 89 por ciento de las unidades de aire acondicionado residenciales como dispositivos de expansión de orificio fijo, ocupando el lugar de esas válvulas mecánicas complicadas que vemos en otros lugares (según datos de ASHRAE de 2023). Estos pequeños tubos generalmente están construidos con materiales como cobre o acero inoxidable. Ayudan a regular la cantidad de refrigerante que fluye hacia la sección del evaporador, lo cual mejora la capacidad del sistema para absorber calor del aire interior. ¿Por qué estos componentes se han vuelto tan extendidos? El diseño sencillo combinado con un rendimiento confiable los hace ideales para operaciones de fabricación a gran escala. Especialmente importante para los fabricantes orientados a consumidores conscientes de su presupuesto que necesitan soluciones de refrigeración confiables sin gastar demasiado en las instalaciones de producción de tubos capilares para aires acondicionados en todo el país.
La regulación del flujo está determinada por tres factores principales:
El diseño optimizado de tubos capilares ha demostrado mejorar en un 12–15% las clasificaciones SEER en sistemas de aire acondicionado por inversor mediante un flujo estable de refrigerante, según investigaciones recientes Mejoras en el diseño de sistemas HVAC .
Los metales que resisten la corrosión desempeñan un papel fundamental cuando los materiales deben soportar cambios repetidos de temperatura y productos químicos agresivos a lo largo del tiempo. La mayoría de las unidades de aire acondicionado aún dependen del cobre para sus componentes internos, con alrededor de tres de cada cuatro sistemas de aire acondicionado utilizándolo porque el cobre conduce el calor de manera muy eficiente y puede moldearse fácilmente durante el proceso de fabricación, según datos recientes de la industria HVAC de 2023. Para sistemas de refrigeración que manejan amoníaco específicamente, el acero inoxidable se convierte en el material preferido ya que resiste mejor los efectos corrosivos. Las aleaciones de bronce encuentran su nicho en ciertas situaciones de baja presión donde otros materiales podrían no funcionar de manera tan efectiva, aunque estas aplicaciones suelen ser bastante especializadas dentro de la industria.
Los tubos de cobre sin costura se producen mediante procesos de trefilado que alcanzan una tolerancia dimensional del 0,5 %. La medición continua mediante rayos X monitorea el espesor de la pared durante el trefilado, manteniendo una uniformidad dentro de ±0,01 mm, lo cual es fundamental para una dosificación precisa del refrigerante en sistemas de aire acondicionado de precisión.
El cobre de temple electrolítico (ETP) con un contenido de oxígeno ≤0,04 % evita la fragilización por hidrógeno durante el proceso de soldadura. Después del recocido, los tubos están diseñados para alcanzar 65 HRB en la escala Rockwell B, equilibrando ductilidad y resistencia a la presión. Sistemas automatizados de visión inspeccionan todos los tubos para garantizar su cumplimiento con las tolerancias de diámetro según la norma ASME B36.19M antes del envío.
Las fábricas de tubos capilares de CA utilizan trefilado en frío multipaso para lograr diámetros tan pequeños como 0,5 mm con una precisión de ±0,01 mm. La materia prima de cobre se reduce en 6 a 12 etapas utilizando matrices de carburo de tungsteno, asegurando un espesor de pared consistente. Sistemas láser de medición en tiempo real mantienen la estabilidad dimensional durante corridas de producción a alta velocidad superiores a 25 m/min.
La geometría optimizada de las matrices (ángulos de ataque de 12° a 16°) y los lubricantes de ácido oxálico y jabón reducen la fricción durante el trefilado en un 38 % en comparación con alternativas basadas en petróleo (TheZebra.org 2021). Una secuencia progresiva de matrices mantiene las relaciones de trefilado entre 1,15 y 1,35 por paso, permitiendo una reducción total de la sección transversal de hasta el 75 % sin inducir defectos en el material.
Entre etapas de trefilado, los tubos de cobre se someten a un recocido por lotes a 450–550 °C en hornos con atmósfera controlada de nitrógeno. Este proceso restaura la ductilidad (≥35 % de alargamiento) y asegura una recristalización completa en 90 minutos. El análisis metalográfico verifica la integridad microestructural antes de continuar con el procesamiento.
Las cortadoras CNC de corte en vuelo seccionan los tubos en longitudes de 1,5–6 m con una precisión de ±2 mm a velocidades de hasta 30 m/min. Los sistemas de enrollado accionados por servomotores producen bobinas de 150–300 kg, manteniendo una consistencia en el diámetro de la bobina dentro de 0,5 mm. Las capas de separación de polímero evitan daños superficiales durante la manipulación y el transporte.
La calidad superficial impacta directamente el flujo del refrigerante y la confiabilidad del sistema. Un acabado interior suave (por debajo de 0,8 µm Ra ) minimiza la turbulencia y evita la acumulación de partículas que podrían provocar microobstrucciones. Las imperfecciones superficiales que exceden el 5 % del espesor de la pared puede reducir la capacidad de refrigeración en un 12–18 % (HVAC Tech Journal, 2023), lo que pone de relieve la necesidad de controles estrictos en la fabricación.
Después del estirado, los tubos pasan por un descapado con ácido nítrico para eliminar las capas de óxido, seguido de un aclarado en tres etapas con agua desionizada para eliminar los productos químicos residuales. Unos sopletes de aire de alta velocidad secan los tubos a 65–80 °C , reduciendo el contenido de humedad hasta niveles inferiores a 50 PPM —un paso fundamental para prevenir la corrosión interna.
El embalaje final se realiza en salas limpias clase ISO 5, con los tubos sellados en recipientes con atmósfera de nitrógeno para inhibir la oxidación. Los sistemas automatizados de manipulación minimizan el contacto humano, mientras que contadores láser de partículas verifican la limpieza según la norma MIL-STD-1246E. Las instalaciones de alta gama mantienen niveles de contaminación de ≤ 10 partículas/cm² para partículas superiores a 0,5 µm.
Cada tubo es probado a 2.5× su presión de operación (típicamente 500–800 psi) durante 10–15 minutos para confirmar su integridad estructural. Esta prueba hidrostática detecta microfugas tan pequeñas como 0.003 mm y asegura la confiabilidad bajo presiones reales de refrigerante, en concordancia con las directrices ASHRAE 2024.
Micrómetros láser y medidores ultrasónicos verifican el diámetro exterior dentro de ±0.01 mm y el espesor de pared dentro de ±5%. Estas mediciones aseguran características de flujo consistentes y son monitoreadas en tiempo real, rechazando automáticamente las unidades no conformes para cumplir con la norma ASTM B280.
La prueba acelerada de vida útil simula 15 años de servicio mediante 50,000 ciclos de presión (50–300 psi) y choques térmicos desde -40°C hasta 120°C. Para ser elegible para la cobertura de garantía, los tubos deben mantener al menos el 95% de su resistencia inicial a la ruptura (≥1,200 psi) después de las pruebas.
Cada tubo está marcado con un código grabado con láser que permite la trazabilidad completa hasta los materiales brutos, parámetros del proceso y registros de inspección, respaldando los requisitos de auditoría de 10 años.
Los tubos capilares están encontrando su lugar en cada vez más bombas de calor accionadas por inversores en la actualidad, especialmente a medida que los fabricantes necesitan componentes que funcionen de manera confiable bajo condiciones variables de presión, más allá de lo que requieren los sistemas split tradicionales. La transición hacia alternativas más sostenibles, como el refrigerante R-290, ha impulsado a muchos propietarios de fábricas a replantear sus operaciones. Aproximadamente el 42 por ciento de aquellos que fabrican tubos capilares para acondicionadores de aire han renovado sus procesos productivos desde comienzos del año pasado. Estas actualizaciones se centran en prevenir problemas de fragilidad por hidrógeno, a la vez que se adaptan a las nuevas regulaciones de seguridad que siguen evolucionando en este sector.
Los tubos capilares tienen principalmente la función de dispositivos de expansión de orificio fijo, regulando el flujo del refrigerante hacia la sección del evaporador para mejorar la absorción de calor del aire interior.
El cobre se utiliza comúnmente debido a su excelente conductividad térmica y facilidad para moldearse, lo que lo hace adecuado para componentes de aire acondicionado de alta calidad.
La caída de presión se controla mediante la geometría del tubo, su longitud y las propiedades del refrigerante, las cuales influyen en la resistencia al flujo y en la diferencia de presión.
La norma ASTM B280 especifica un cobre de pureza 99.9 %, asegurando compatibilidad con los refrigerantes modernos y definiendo propiedades clave como la resistencia a la tracción y los límites de contaminación por óxido.
 Noticias destacadas
Noticias destacadas2025-07-22
2025-07-02
2025-07-21







