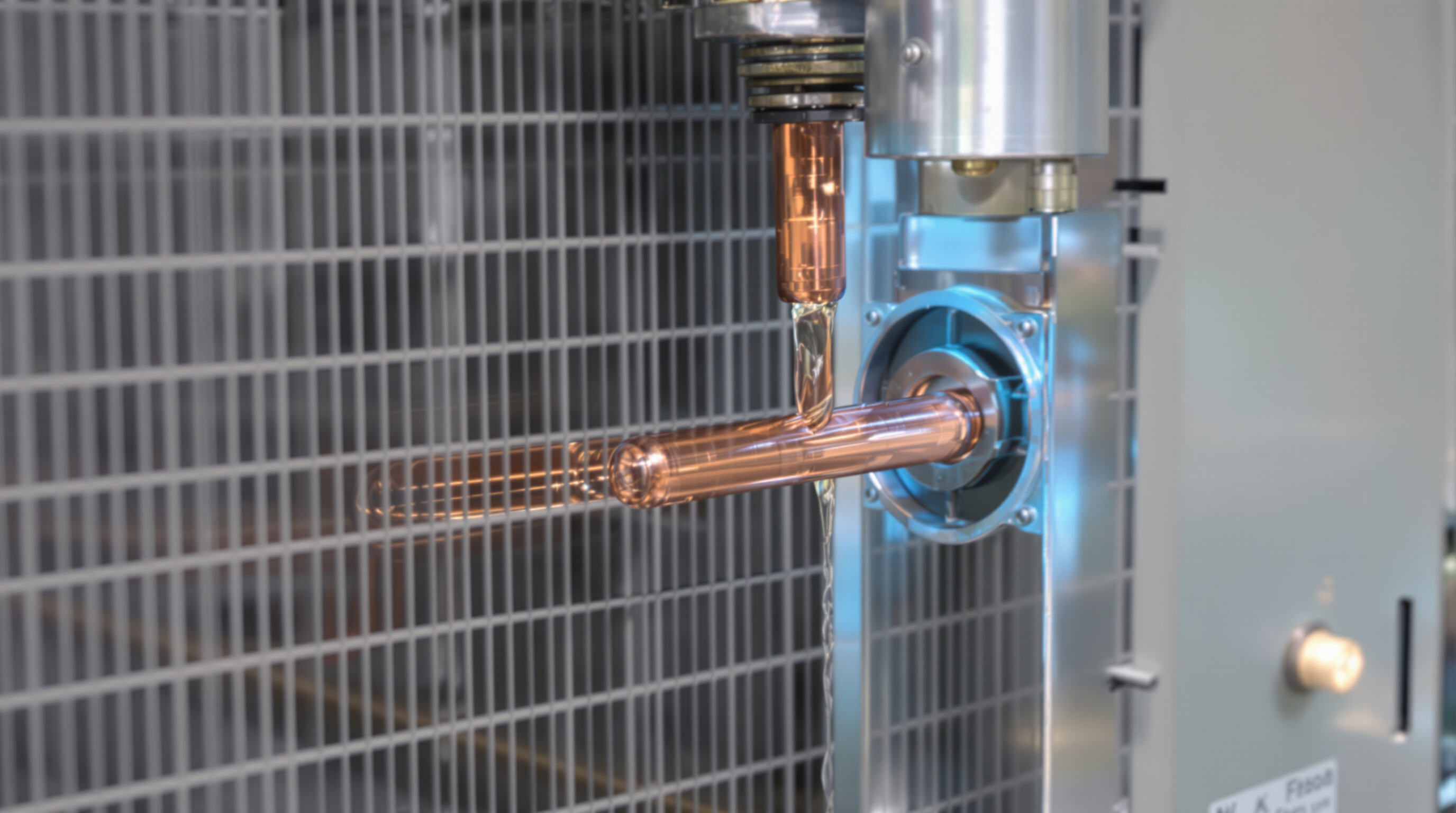
キャピラリーチューブは内径が非常に小さく、通常0.5ミリメートルから2ミリメートルしかないため、システム内を流れる冷媒の量を制御します。凝縮器から高温かつ高圧の冷媒が出てこれらの細いチューブに入る際、大きな摩擦が生じ、圧力を約85%低下させます。これは2023年のポンモンの研究でも示されています。圧力が急激に下がることで冷媒は急速に膨張し、その過程で温度が下がり、蒸発コイルに到達する直前には冷たい液体と蒸気の混合状態になります。この蒸発コイルで主な冷却が行われます。
キャピラリーチューブは、家庭用エアコンの約89%で固定オリフィス型の膨張装置として使用されており、他の場所で見られる複雑な機械式弁に代わるものとなっています(ASHRAE 2023年のデータ)。これらの小さなチューブは、通常、銅またはステンレス鋼で作られています。キャピラリーチューブは、蒸発器部分に流れる冷媒の量を調節する役割を果たし、最終的にシステムが室内空気から熱を吸収する効率を高めます。この部品が広く採用されている理由は、シンプルな設計と信頼性の高い性能により、大規模生産に最適な部品となっているからです。特に、コストを重視する消費者に信頼できる冷却ソリューションを提供するために、国内のエアコン用キャピラリーチューブ製造工場で生産されています。
流量制御は主に次の3つの要因によって決まります:
インバーター式エアコンシステムにおいて、最適化されたキャピラリーチューブ設計により冷媒流量が安定し、SEER性能値が12~15%向上することが最近の研究で示されている 空調システム設計の改良 .
腐食に耐える金属は、材料が時間の経過とともに繰り返される温度変化や過酷な化学薬品に耐えなければならない場合に重要な役割を果たします。現在でも多くの空調装置は内部部品に銅に依存しており、2023年のHVAC業界データによると、銅の約4分の3の空調システムが使用されています。これは、銅が熱伝導性に優れており、製造時の成形が容易であるためです。特にアンモニアを扱う冷凍システムの場合、ステンレス鋼が好んで使用される材料となり、これは腐食作用に対してより効果的に耐えることができるためです。真鍮合金は、他の材料が十分に機能しない特定の低圧用途において独自のニッチを持っていますが、こうした用途は業界内でもかなり専門的です。
シームレス銅管は、0.5%の寸法公差を達成する冷間引き工程によって製造されます。製造過程では、オンラインX線測定装置により肉厚をモニタリングし、±0.01mmの均一性を維持します。これは、精密空調システムにおける冷媒の正確な計量において極めて重要です。
電解銅(ETP)を用い、酸素含有量が0.04%以下となるように管理することで、ブレージング時の水素脆化を防止します。さらに、焼鈍処理後の銅管はロックウェルBスケールで65 HRBに達成するよう調整され、延性と耐圧性のバランスを実現します。出荷前には、全銅管がASME B36.19Mの直径公差規格に適合しているかを自動視覚検査システムで確認します。
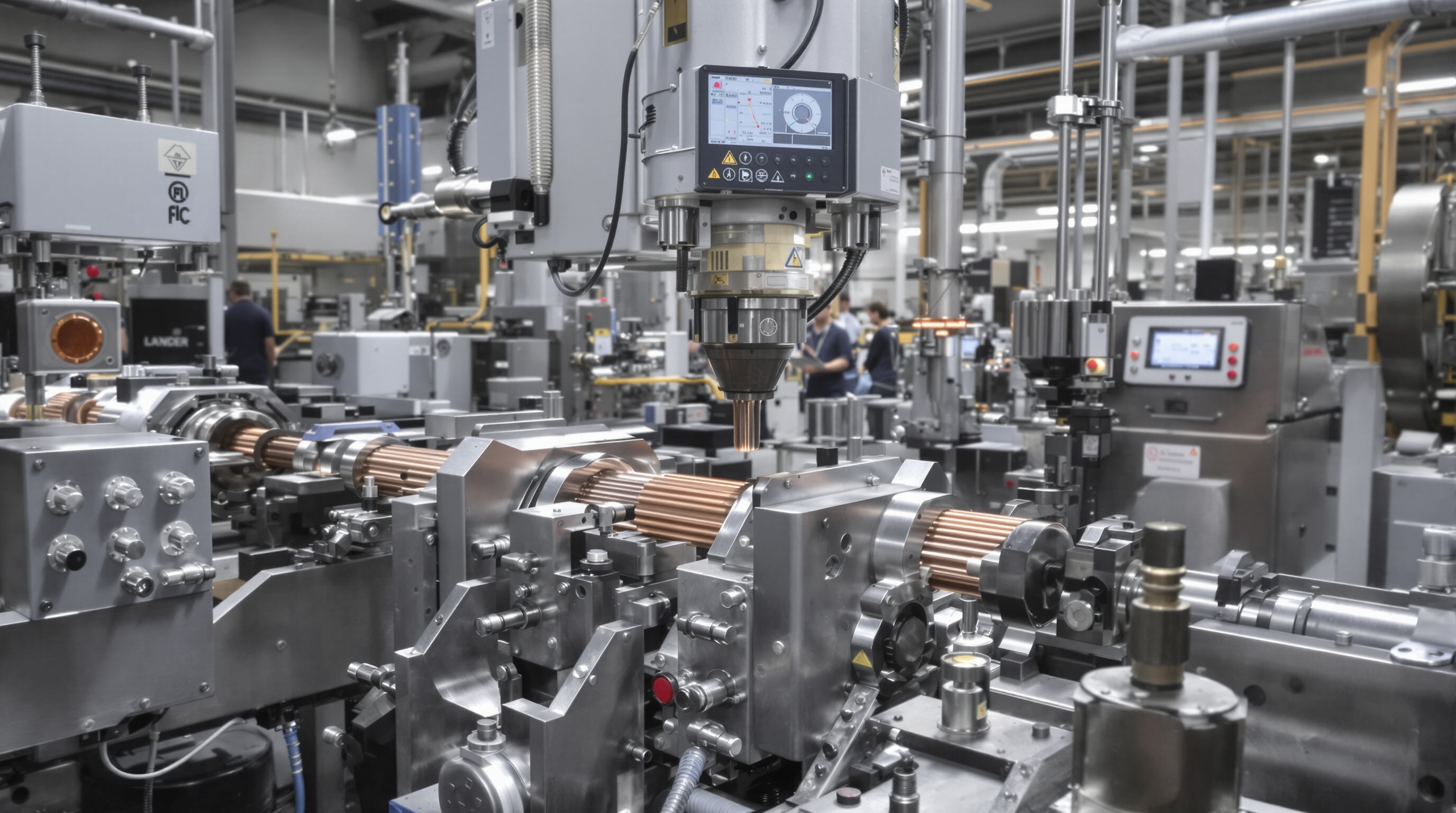
ACキャピラリーチューブの工場では、多段式冷間引き抜法を使用して、±0.01mmの精度で最大0.5mmの直径まで加工しています。タングステンカーバイド金型を用い、6~12段階かけて銅素材を圧延し、管壁厚さの一貫性を確保しています。リアルタイムレーザー測定システムにより、25m/分を超える高速生産中でも寸法安定性を維持しています。
金型の幾何学形状の最適化(アプローチ角12°~16°)およびシュウ酸系石鹸潤滑剤の使用により、石油系潤滑剤と比較して摩擦抵抗を38%低減しています(TheZebra.org 2021)。進行的な金型配列により各工程での引き抜比率を1.15~1.35に維持し、材料に欠陥を生じさせることなく最大75%の全断面収縮率を実現しています。
引抜工程の間、銅管は窒素制御炉内で450~550°Cのバッチ焼鈍処理を受けます。これにより、90分以内に延性(伸び率35%以上)が回復し、完全な再結晶化が確保されます。さらに、金属組織の分析により、微細構造の完全性を確認してから次の工程に進みます。
CNC制御のフライングカッターによって、銅管は±2mmの精度で1.5~6mの長さに切断され、最大30m/分の速度で処理されます。サーボ駆動の巻取りシステムにより、150~300kgの重量のコイルが形成され、コイル径のばらつきは0.5mm以内に維持されます。取り扱いや輸送中に表面が損傷しないよう、ポリマーインターリービング層を使用しています。
表面品質は冷媒の流動性およびシステムの信頼性に直接影響を与えます。滑らかな内面仕上げ(以下 0.8 µm Ra )により、乱流を最小限に抑え、微細な詰まりを引き起こす可能性のある粒子の付着を防止します。壁厚の 5%を超える表面欠陥は 冷媒能力が12~18%低下する可能性がある(HVAC Tech Journal, 2023)。これは、厳格な製造管理の必要性を示している。
引抜後、チューブは酸化皮膜を除去するため硝酸による酸洗処理に subjected され、その後、三段階の脱イオン水すすぎ工程により残留化学物質を除去する。高風速エアナイフによりチューブを乾燥させ、 65~80°C で乾燥し、水分含有量を以下のレベルにまで低下させる。 50 パーミリオン 内部腐食を防ぐための重要な工程である。
最終梱包はISO Class 5のクリーンルーム内で行われ、チューブは酸化を抑制するため窒素ガスで置換された容器に密封される。自動ハンドリングシステムにより人的接触を最小限に抑え、レーザー粒子計数器によってMIL-STD-1246Eに準拠した清浄度を検証する。最高レベルの設備では、0.5 µmを超える粒子について、汚染レベルを≤ 10粒子/cm² に維持している。
各チューブは、構造的な完全性を確認するために、通常500〜800 psiの作動圧力の2.5倍の圧力で10〜15分間試験されます。この水圧試験により、0.003 mmという微少リークも検出でき、ASHRAE 2024のガイドラインに沿って冷媒圧力下での信頼性を保証します。
レーザー測微計および超音波測厚計により、外径を±0.01 mm以内、肉厚を±5%以内で検査します。これらの測定により、流体特性の一貫性を保証し、リアルタイムで監視を行い、不適合品は自動的に排除することで、ASTM B280の適合性を満たします。
加速寿命試験では、5万回の圧力サイクル(50~300 psi)および-40°C~120°Cの熱衝撃により、15年間の使用が模擬されます。保証対象として認定されるためには、チューブは試験後でも初期の破裂強度の少なくとも95%(≥1,200 psi)を維持する必要があります。
各チューブにはレーザー彫刻によるコードが記され、原材料、工程パラメータ、検査記録までの完全なトレーサビリティを可能にしています。これにより10年間の監査要件に対応します。
最近、毛細管はインバーター駆動式ヒートポンプにおいてますます使用されるようになっており、特に伝統的なスプリットシステムが求める条件を超える変動圧力条件下でも信頼性を持って動作する部品をメーカーが求めるようになっています。R-290冷媒などのグリーンな代替物への移行により、多くの工場経営者が自らの運用を見直すことを余儀なくされています。エアコン用毛細管を製造する企業の約42%が昨年早春以降に生産プロセスを刷新しています。これらのアップグレードでは、水素脆化による問題を防ぎながら、業界で継続的に進化する新たな安全規格に適合させることに重点を置いています。
毛細管の主な機能は固定口径式の膨張装置として働き、蒸発器部分への冷媒の流れを調整し、室内空気からの熱吸収を高めることです。
銅は優れた熱伝導性と成形の容易さから一般的に使用され、高品質な空調コンポーネントに適しています。
圧力降下は、流路抵抗や圧力差に影響を与える管の幾何学的形状、長さ、冷媒の特性によって制御されます。
ASTM B280規格は99.9%純度の銅を規定しており、現代の冷媒との適合性を確保し、引張強さや酸化物不純物の含有限度などの主要な特性を定義しています。
 最新ニュース
最新ニュース2025-07-22
2025-07-02
2025-07-21







