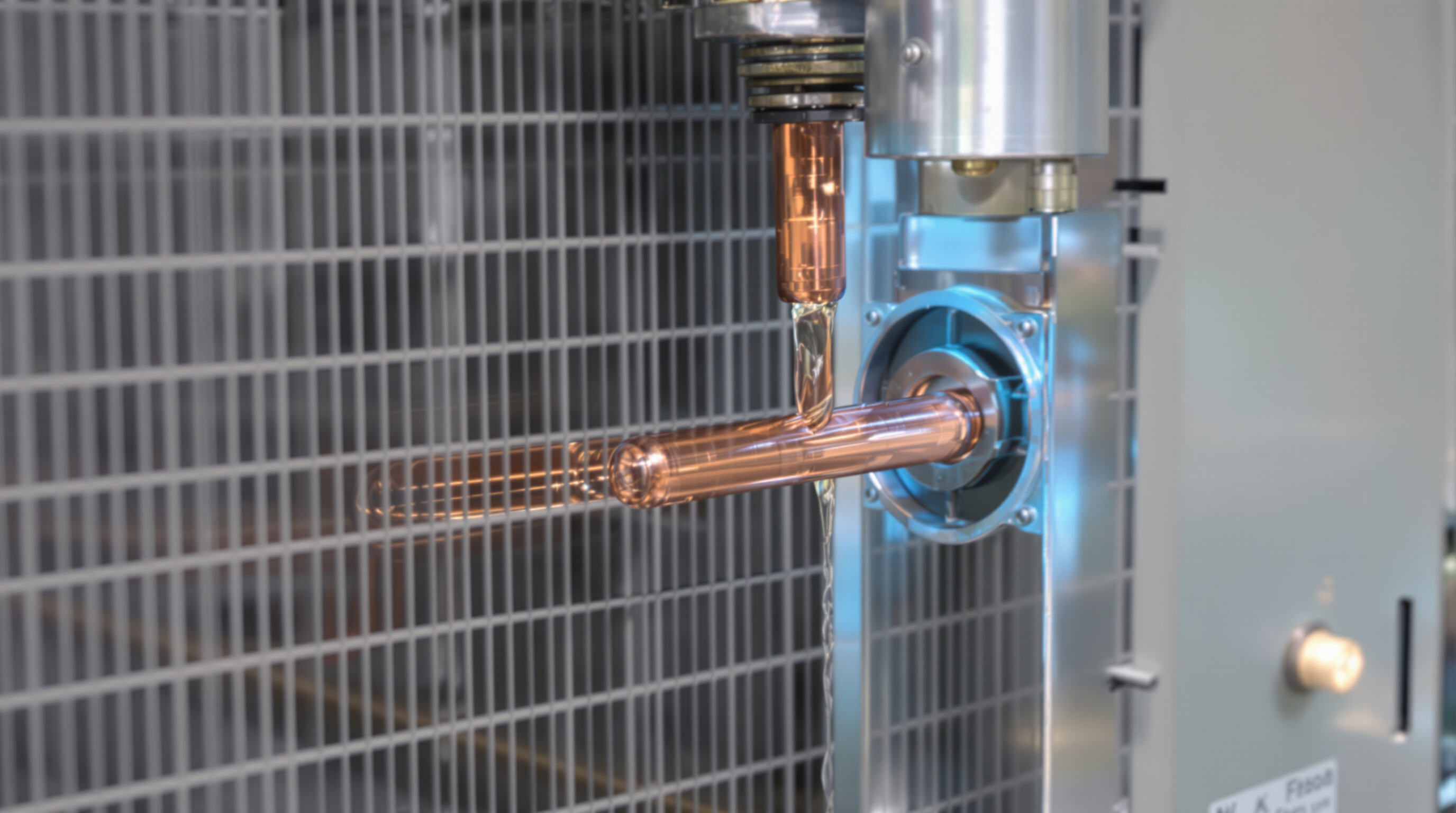
Կապիլյար խողովակները վերահսկում են սառեցնող հեղուկի հոսքի քանակը, քանի որ նրանց ներքին տրամագիծը շատ փոքր է, սովորաբար կես միլիմետրից մինչև երկու միլիմետր: Երբ շիկացած և բարձր ճնշման տակ գտնվող սառեցնող հեղուկը դուրս է գալիս կոնդենսատորից և մտնում է այդ փոքրիկ խողովակների մեջ, առաջանում է մեծ շփում, որը նվազեցնում է ճնշումը մոտ 85%-ով՝ ըստ 2023 թվականին Ponemon-ի կատարած հետազոտության: Ճնշման այդ կտրուկ նվազումը հանգեցնում է սառեցնող հեղուկի արագ ընդարձակմանը, և այն սառչում է, մինչև վերածվի այդ ցուրտ հեղուկ-գոլորշու խառնուրդին, որն այնուհետև հասնում է գոլորշացման փեղկերին, որտեղ իրականանում է սառեցման գործընթացի մեծ մասը:
Կապիլար խողովակներն օգտագործվում են տնային կոնդիցիոներների մոտ 89 տոկոսում՝ որպես ֆիքսված հորանով ընդարձակման սարքեր, որոնք փոխարինում են մեխանիկական այն բարդ փականները, որոնք տեսնում ենք այլուր (ըստ ASHRAE տվյալների 2023 թվականից): Այս փոքրիկ խողովակները սովորաբար պատրաստված են պղնձից կամ չժանգոտվող պողպատից: Նրանք օգնում են կարգավորել, թե որքան սառեցնող հեղուկ է մտնում գոլորշացման բաժնում, ինչը վերջնականապես բարելավում է համակարգի արդյունավետությունը՝ ներծծելով ջերմությունը ներքին օդից: Ինչո՞ւ են այս բաղադրիչները այդքան տարածված դառնալ: Պարզ դիզայնը՝ հուսալի աշխատանքի հետ համատեղված, դրանք դարձնում է կատարյալ ընտրություն խոշոր սանդղակի արտադրող ձեռնարկությունների համար: Հատկապես կարևոր է արտադրողների համար, ովքեր ուղղված են բյուջեի նկատմամբ զգայուն սպառողներին թիրախավորելուն, ովքեր անհրաժեշտ են հուսալի սառեցման լուծումներին՝ առանց այն բանի, որ դա արժեքը գերազանցի նրանց բյուջեն կոնդիցիոներների կապիլար խողովակների արտադրության հնարավորություններով երկրի տարբեր վայրերում:
Հոսքի կարգավորումը որոշվում է երեք հիմնական գործոններով.
Օպտիմալ կապիլար շղթայի նախագծումը ցույց է տվել, որ այն բարելավում է SEER ցուցանիշները 12–15% -ով ինվերտորային AC համակարգերում՝ կայուն սառեցնող հեղուկի հոսքի շնորհիվ, ըստ վերջի Ծառայության տրման համակարգի նախագծման բարելավումներ .
Մետաղները, որոնք դիմադրում են կոռոզիային, կարևոր դեր են խաղում, երբ նյութերը պետք է դիմանան կրկնվող ջերմաստիճանային փոփոխություններին և քիմիական նյութերի ազդեցությանը ժամանակի ընթացքում: Շատ օդի սառեցման սարքեր մինչ օրս իրենց ներքին բաղադրիչների համար հիմնված են պղնձի վրա, որտեղից յոթանասուն տոկոսի չափ օգտագործվում է այն, քանի որ պղինձը շատ լավ է հաղորդում ջերմությունը և արտադրության ընթացքում հեշտ է ձևավորվում ըստ 2023 թվականի տվյալների օդի սառեցման և տաքացման արդյունաբերությունից: Ամոնիակի հետ կապված սառեցման համակարգերի դեպքում ստեղծված պողպատը դառնում է գլխավոր նյութը, քանի որ ավելի լավ է դիմադրում կոռոզիայի ազդեցությանը: Բրոնզի համաձուլվածքները գտնում են իրենց տեղը ցածր ճնշման որոշակի դեպքերում, որտեղ այլ նյութեր կարող է արդյունավետ չլինել, չնայած այդ կիրառումները արդյունաբերության մեջ բավականին մասնագիտացված են:
Պղնձե խորանարդ խողովակները ստացվում են սառը ձգման գործընթացների միջոցով, որոնք ապահովում են 0,5% չափական թույլատվություն: Շարունակական ռենտգենային հսկողությունը հսկում է պատի հաստությունը ձգման ընթացքում, պահպանելով համասեռությունը ±0.01 մմ-ի սահմաններում՝ ճշգրիտ սառեցնողի չափաբաժնի համար ճշգրիտ ԱC համակարգերում:
Էլեկտրոլիտիկ դժվար պիտչ (ETP) պղինձը ≤0.04% թթվածնի պարունակությամբ կանխում է ջրածնի դաշտային դաշտային միացումը փոշիացման ընթացքում: Թուլացման հետևանքով խողովակները նպատակ են դրվում հասնել 65 HRB-ի Ռոքվել B սանդղակին՝ հարմարացնելով ձուլարանի և ճնշման դիմադրությունը: Ավտոմատ տեսողության համակարգերը ստուգում են բոլոր խողովակները ASME B36.19M տրամագծի թույլատվությունների համապատասխանության նախքան առաքումը:
AC կապիլար խողովակների գործարանները օգտագործում են բազմակի սառը ձգում՝ հասնելու 0.5 մմ տրամագծի և ±0.01 մմ ճշգրտության: Պղնձե հումքը նվազեցվում է 6-12 փուլերում՝ օգտագործելով վոլֆրամի կարբիդե մատրիցներ, որպեսզի ապահովվի հաստության հավասարաչափ պատի հաստությունը: Իրական ժամանակում լազերային չափման համակարգերը պահում են չափական կայունությունը արագ արտադրողական գործընթացների ընթացքում, որոնք գերազանցում են 25 մ/րոպե-ը:
Բարելավված մատրիցների երկրաչափությունը (12°–16° մոտեցման անկյուններով) և օքսալաթթվի-օճառե խողովակները նվազեցնում են ձգման շփումը 38%-ով համեմատած նավթային հիմքով այլընտրանքների հետ (TheZebra.org 2021): Աստիճանական մատրիցների հաջորդականությունը պահում է ձգման հարաբերակցությունը 1.15-ից մինչև 1.35 յուրաքանչյուր փուլում, թույլ տալով մինչև 75% ընդհանուր լայնական հատման նվազում առանց նյութի սխալների առաջացման:
Բացակայումների փուլերի ընթացքում պղնձե խողովակները ենթարկվում են խմբային քամուցման 450–550°C ջերմաստիճանում ազոտով վերահսկվող վառարաններում: Սա վերականգնում է դեֆորմացիան (երկարացում ≥35%) և ապահովում է լրիվ ռեկրիստալացումը 90 րոպեի ընթացքում: Մետաղագիտական վերլուծությունը հաստատում է միկրոկառուցվածքի ամբողջականությունը մշակման շարունակման առաջ
CNC թռչող կտրիչները խողովակները կտրում են 1.5–6 մ երկարությամբ ± 2 մմ ճշգրտությամբ՝ արագությամբ մինչև 30 մ/րոպե: Սերվոշարժիչներով փաթաթման համակարգերը արտադրում են փաթեթներ 150–300 կգ քաշով՝ պահպանելով փաթեթի տրամագծի համապատասխանությունը 0.5 մմ-ի ստվերային շեղումներով: Բազմաշերտ պոլիմեր միջադիրները կանխում են մակերեսի վնասումը մշակման և փոխադրման ընթացքում
Մակերեսային որակը ուղղակիորեն ազդում է սառեցնող հեղուկի հոսքի և համակարգի հուսալիության վրա: Հարթ ներքին վերջնամշակումը (ստորև 0.8 µm Ra ) նվազեցնում է բուրվուքը և կանխում է մասնիկների կուտակումը, որը կարող է հանգեցնել միկրոխցումի: Մակերեսային անբարոյականությունները, որոնք գերազանցում են 5% պատի հաստությունը կարող է նվազեցնել սառեցման հզորությունը 12–18%-ով (HVAC Tech Journal, 2023), որը ընդգծում է խիստ արտադրական վերահսկողության անհրաժեշտությունը։
Նկարելուց հետո խողովակները ենթարկվում են ազոտական թթվի պիկլինգի՝ օքսիդային շերտերը հեռացնելու համար, որին հաջորդում է եռաստիճան լվացում դեիոնիզացված ջրով՝ մնացորդային քիմիկատների հեռացման համար։ Բարձր արագությամբ օդային դանակները խողովակները չորացնում են 65–80°C , նվազեցնելով խոնավության պարունակությունը ստորև 50 միլիոնում մեկից — քայքայման կանխարգելման կարևոր քայլ։
Վերջնական փաթեթավորումը տեղի է ունենում ISO Class 5 մաքրության սենյակներում, որտեղ խողովակները փակվում են ազոտով լցված տարաների մեջ՝ օքսիդացման ընդհատման համար։ Ավտոմատացված բեռնաթափման համակարգերը նվազագույնի են հասցնում մարդկային շփումը, իսկ լազերային մասնիկների հաշվիչները ստուգում են մաքրությունը ըստ MIL-STD-1246E-ի։ Լավագույն հնարավոր հարմարանքները պահպանում են աղտոտման մակարդակը ≤ 10 մասնիկ/սմ² 0,5 մկմ-ից մեծ մասնիկների համար
Ամեն մի խողովակ փորձարկվում է 2,5× ավելի բարձր ճնշման տակ, քան աշխատանքային ճնշումը (սովորաբար 500–800 psi) 10–15 րոպե տևողությամբ՝ կառուցվածքային ամրությունը հաստատելու համար: Այս հիդրոստատիկ փորձարկումը հայտնաբերում է միկրոհոսքեր 0,003 մմ չափով և ապահովում է հուսալիությունը իրական աշխարհի սառեցնող հեղուկների ճնշման պայմաններում՝ համաձայն ASHRAE 2024 հնարավորությունների:
Լազերային միկրոմետրեր և ուլտրաձայնային չափիչներ հաստատում են արտաքին տրամագիծը ±0.01 մմ ճշգրտությամբ և պատի հաստությունը ±5% ճշգրտությամբ: Այս չափումները ապահովում են հոսքի բնութագծերի համապատասխանությունը և իրական ժամանակում վերահսկվում են, իսկ չհամապատասխանող միավորները ավտոմատ մերժվում են՝ համապատասխանելու ASTM B280 հնարավորություններին:
Արագացված կյանքի փորձարկումը 15 տարվա սպասարկումն է նկարագրում 50,000 ճնշման ցիկլերի (50-300 ռսի) և -40°C-ից մինչև 120°C ջերմային ցնցումների միջոցով: Երաշխիքային ծածկույթի որակավորման համար խողովակները փորձարկումից հետո պետք է պահպանեն իրենց սկզբնական ճնշման դիմաց դիմադրության առավելագույն 95%-ը (≥1,200 ռսի):
Ամեն մի խողովակ նշված է լազերային փորագրված կոդով, որը հնարավորություն է տալիս ամբողջական հետադարձ կապ ապահովել հումքի, գործընթացի պարամետրերի և ստուգման արխիվային տվյալների հետ՝ աջակցելով 10 տարվա աուդիտի պահանջներին:
Ներկայումս կապիլյար խողովակները ավելի շատ են օգտագործվում ինվերտորային ջերմային պոմպերում, հատկապես այն դեպքում, երբ արտադրողները ավելի հուսալի բաղադրիչներ են փնտրում, որոնք կարող են աշխատել տատանվող ճնշման պայմաններում, քան ավանդական սպլիտ համակարգերը: Ավելի բնական նույնական նյութերի՝ օրինակ՝ R-290 սառեցնողի կիրառման ուղղությունը շատ գործարանների սեփականատերերին ստիպել է վերանայել իրենց գործընթացները: Այդ թվում՝ այդ ոլորտում աշխատող մոտ 42 տոկոսը անցյալ տարվա սկզբից սկսած վերակառուցել է իր արտադրության գործընթացները: Այդ մոդեռնացումները նպատակ ունեն ջրածնային դասակարգման խնդիրների կանխումը և համապատասխանությունը հատուկ ոլորտի նոր անվտանգության նորմերին, որոնք անընդհատ փոփոխության են ենթարկվում:
Կապիլյար խողովակների հիմնական նպատակը հանդիսանում է որպես անընդհատ հոսքի ընդլայնման սարք, որը կարգավորում է սառեցնողի հոսքը մտնում է բացահանգույց բաժին, որպեսզի բարելավվի տան ներսի օդից ջերմության կլանումը:
Բարձր ջերմահաղորդականության և ձևավորման հեշտության շնորհիվ պղինձը տարածված է օգտագործվում է բարձր որակի օդի սառեցման մասերի համար:
Ճնշման անկումը վերահսկվում է խողովակի երկրաչափությամբ, երկարությամբ և սառը նյութի հատկություններով, որոնք ազդում են հոսքի դիմադրության և ճնշման տարբերության վրա:
ASTM B280 ստանդարտը նշում է 99.9% մաքուր պղինձ, որը ապահովում է համատեղելիությունը ժամանակակից սառը նյութերի հետ և սահմանում է հիմնարար հատկությունները, ինչպես օրինակ՝ ձգման դիմադրությունը և օքսիդային աղտոտման սահմանային մակարդակները:
 Թեժ նորություններ
Թեժ նորություններ2025-07-22
2025-07-02
2025-07-21







